



Foam Injection Process - Smart Foam
Proces injekcione pjene - Smart Foam
A particular highlight of fluid injection is the physical foaming SmartFoam�, developed by Stieler and patent-protected. It can be applied on any conventional injection molding machine and it achieves outstanding surfaces with extremely short cycles. Physical foaming with the Stieler SmartFoam� system The Stieler SmartFoam� system is an innovative physical foaming method for thermoplastic injection molding.
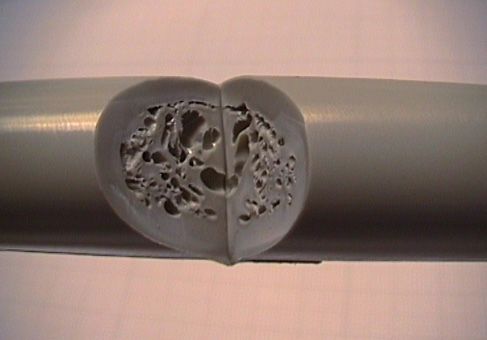
OUTSIDE COMPACT - INSIDE FOAMED
A particular highlight of fluid injection is the physical foaming SmartFoam®, developed by Stieler and patent-protected. It can be applied on any conventional injection molding machine and it achieves outstanding surfaces with extremely short cycles.
Physical foaming with the Stieler SmartFoam® system
The Stieler SmartFoam® system is an innovative physical foaming method for thermoplastic injection molding.
Without any chemical blowing agent, the Stieler SmartFoam® system achieves foaming structures with a high-quality surface and a foamed core. This is done on conventional 1k-thermoplast injection molding machines with a short cycle and closed cell structures. Up to now, these features were not available in this combination.
For extrusion, physical foaming of coax cables and profiles has been applied for some time in the furniture and car industry; it was possible to easily control the continuous injection of nitrogen or carbonic acid. In comparison to chemical foaming, the take-off speed had been increased many times over. However, it was a challenge for the development to apply the process discontinuously on an injection molding machine.
The wish list of injection molding experts included among others: Retaining the existing machine technology, reduced cycle times, no blowing agents and no blisters on the surface, reduced weight of the article, calculable and clear patent licenses, and only little modifications on the mold technology.
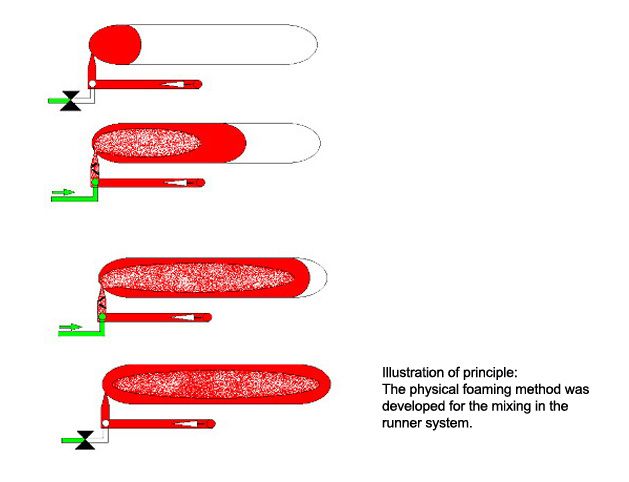
The physical foaming method was developed for the mixing in the runner system. This resulted in products like a TPE gear lever knob or the rear axle beam of a motor cycle, this one experimentally with standard polypropylene (PP). Both products, however, never went into serial production.
The TPE gear shift knob was the first element to be produced in the cold runner according to the SmartFoam® method (with carbonic acid as physical blowing agent).
The tension strut for the motor cycle that was experimentally produced with non-reinforced PP, was foamed with carbonic acid (without nucleating agent). To this means, a fluid injection system was placed in the cold runner system and static mixing elements were integrated.
First, a certain amount of the melt is injected into the mold cavity through the conventional injection molding unit. Afterwards, in the cold or hot runner, the fluid is injected into the passing melt. This is then mixed under pressure in the static mixer to form foam that is not yet expanded; it then passes the next feed point. In the mold cavity, the partial filling already forms the main component. The subsequent melt-fluid-mixture is now able to expand in the mold cavity and to thus fill the mold completely.
The simplest physical blowing agent to be used is gaseous nitrogen. Water, however, can be an alternative. If cycle times need to be reduced significantly or if the raw material will not form a compound with nitrogen, fluid carbonic acid can also be injected.
The cooling energy of the physical medium's expansion is so high, that the foaming on the inside extracts more heat from the melt than the mold can dissipate to the outside.
By this cycle reduction alone the system becomes one of the most important injection molding methods.
A chemical blowing agent might have to be heated together with the melt to such a degree that the ignition point for the foaming process can be started. In doing so, the melt is often heated to an unnecessary degree, which leads to a higher difference in temperature afterwards and a longer cooling time. The chemical blowing agent forms hot blisters during the blistering process; these hot blisters burst during the expansion and result in open cell structures. The consequence of using the chemical blowing agent is a very long cycle. Depending on the physical blowing agent, you can reduce the cycle by more than 50 % with Stieler SmartFoam®.